-
微信二维码

-
在线客服
×客服
首席客服

- 返回顶部
首席客服
| 武汉易成三维科技有限公司 |
 |
18162518575 |
| 提供3D打印机、三维扫描仪、3D打印服务、三维扫描仪服务 |


18162518575
武汉易成三维科技有限公司
湖北武汉经开万达广场二期6栋4层A31
2014334994@qq.com
虽然FDM 3D打印机在挤出系统和从各种机器获得的零件质量方面有所不同,但每个FDM打印过程都有共同的特征。
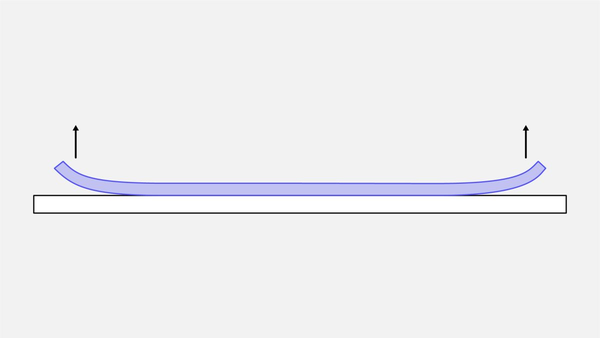
翘曲是FDM中最常见的缺陷之一。当挤出材料在凝固过程中冷却时,其尺寸减小。由于印刷零件的不同部分以不同的速率冷却,因此它们的尺寸也以不同的速度变化。差分冷却会导致内部应力的积聚,这些应力将下层向上拉,导致其翘曲。

有几种方法可以防止翘曲。一种方法是密切监测FDM系统的温度,特别是构建平台和腔室。您还可以增加零件和构建平台之间的附着力,以减轻翘曲。
在设计过程中做出某些选择还可以降低零件翘曲的可能性。以下是一些示例:
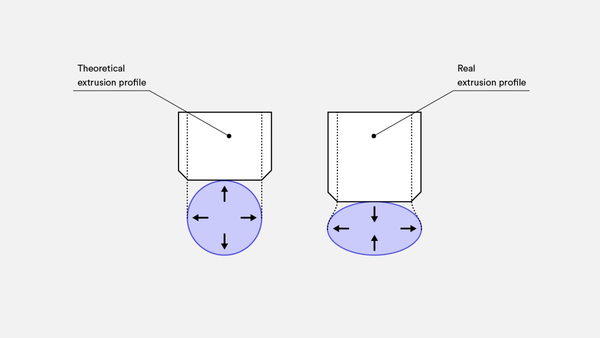
层粘附 在FDM中,零件沉积层之间的安全粘合至关重要。当FDM机器通过喷嘴挤出熔融的热塑性塑料时,这种材料压在先前印刷的层上。高温和高压导致该层重新熔化并使其能够与前一层粘合。 由于熔融材料压在先前印刷的层上,其形状变形为椭圆形。这意味着无论使用何种层高,FDM零件始终具有波浪形表面,并且小特征(例如小孔或螺纹)可能需要后处理。
FDM打印机无法在稀薄的空气中沉积熔融的热塑性塑料。某些零件几何形状需要支撑结构,这些支撑结构通常以与零件本身相同的材料打印。
通常,去除支撑结构材料可能很困难,因此以最小化对支撑结构需求的方式设计零件通常要容易得多。有溶解在液体中的支撑材料,但您通常将它们与高端FDM 3D打印机配合使用。请注意,使用可溶解支撑物会增加打印的总成本。
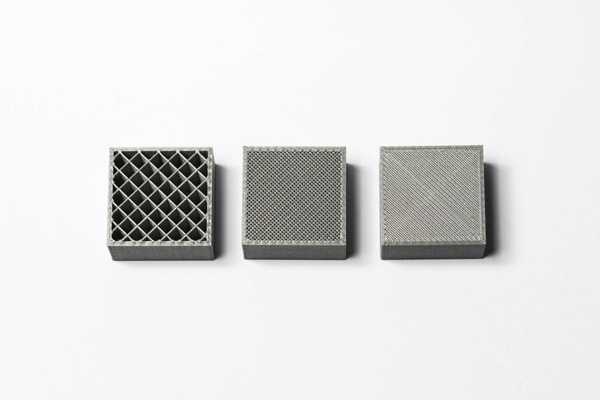
为了减少打印时间并节省材料,FDM打印机通常不生产固体零件。相反,机器在几个通道上跟踪外部周边 - 称为外壳 - 并用内部低密度结构填充内部 - 称为填充物。
填充和外壳厚度会显著影响FDM打印部件的强度。大多数台式 FDM 打印机具有 20% 的填充密度默认设置和 1 mm 的外壳厚度,这为快速打印提供了强度和速度之间的适当折中。
下表总结了FDM 3D打印的主要特性。
pla材料热塑性塑料(PLA、ABS、PETG、PC、PEI 等)尺寸精度± 0.5%(下限±0.5毫米) - 台式机 ±0.15%(下限±0.2毫米) - 工业典型构建尺寸200 x 200 x 200 mm - 桌面 900 x 600 x 900 mm - 工业普通层厚度50 至 400 微米支持并非总是必需的(可溶解的)
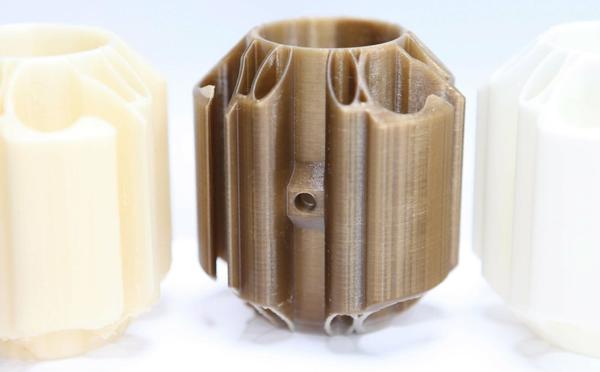
FDM(桌面和工业)的主要优势之一是该技术的材料范围广泛。这包括PLA和ABS等商品热塑性塑料,PA, TPU和PETG等工程材料以及PEEK和 PEI等高性能热塑性塑料。
PLA灯丝是台式FDM打印机中最常用的材料。使用PLA进行打印相对容易,并且可以生产出具有更精细细节的零件。当您需要更高的强度,延展性和热稳定性时,通常使用ABS。但是,ABS更容易翘曲,特别是如果您使用的是没有加热室的机器。

桌面FDM打印的另一种选择是PETG,其成分与ABS相当,并且易于打印。这三种材料都适用于大多数3D打印服务应用,从原型设计到成型,配合和功能,再到模型或功能部件的小批量生产。
另一方面,工业FDM机器主要使用工程热塑,包括ABS,聚碳酸酯(PC)和Ultem。这些材料通常配备添加剂,可以改变其性能,使其特别适用于工业需求,如高冲击强度,热稳定性,耐化学性和生物相容性。
使用不同的材料进行打印会影响零件的机械性能和精度以及成本。我们比较了下表中最常见的FDM材料。
| 材料 | 特性 |
|---|---|
| 断续器 | +良好的强度+良好的耐温性-更容易翘曲 |
| 解放军 | +出色的视觉质量+易于打印-低冲击强度 |
| 尼龙(PA) | +高强度+优异的耐磨性和耐化学性- 低耐湿性 |
| 佩特格 | + 食品安全*+ 强度好+ 易于打印 |
| 热塑性聚氨酯 | +非常灵活- 难以准确打印 |
| 裴 | +优异的重量强度+优异的耐火性和耐化学性-成本高 |
有关更多详细信息,请参阅PLA和ABS(两种最常见的FDM材料)之间主要差异的综述,以及所有常见FDM材料的广泛比较。
FDM 3D打印部件可以通过几种后处理方法完成相当高的标准,包括打磨和抛光,底漆和喷漆,冷焊,蒸汽平滑,环氧涂层和金属电镀。
有兴趣探索FDM零件下一次生产运行的所有后处理选项吗?阅读武汉易成三维科技,了解可用的内容。
准备好将您的零件投入生产了吗?前往武汉易成三维科技,我们将为您的所有FDM 3D打印需求建立即时报价。