-
微信二维码

-
在线客服
×客服
首席客服

- 返回顶部
首席客服
| 武汉易成三维科技有限公司 |
 |
18162518575 |
| 提供3D打印机、三维扫描仪、3D打印服务、三维扫描仪服务 |


18162518575
武汉易成三维科技有限公司
湖北武汉经开万达广场二期6栋4层A31
2014334994@qq.com
熔融沉积建模是3D打印最流行的形式。了解有关它的所有信息以及它与其他3D打印方法的比较。
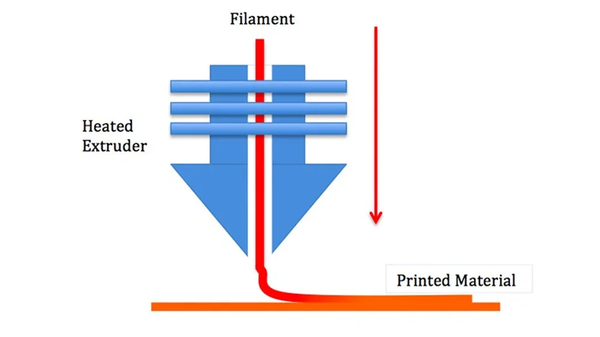
熔融沉积建模(简称FDM)是增材制造的一种材料挤出方法,其中材料通过喷嘴挤出并连接在一起以创建3D对象。
特别是,“标准”FDM工艺通过使用热塑性塑料作为原料材料(通常以长丝或颗粒的形式)来区别于其他材料挤出技术,例如混凝土和食品3D打印。
因此,典型的FDM 3D打印机采用基于聚合物的长丝并迫使其通过加热的喷嘴,该喷嘴熔化材料并将其沉积在构建平台上的2D层中。虽然仍然温暖,但这些层相互融合,最终形成三维零件。
FDM通常被认为是3D打印东西的最简单方法,它是可访问的,相当有效的,并且广泛流行。FDM打印机主导着3D打印市场,比树脂3D打印更直接,比SLS等基于粉末的方法便宜得多。
在本文中,我们将探讨这种广受好评的3D打印工艺,详细介绍其内部工作原理,材料可能性等等。首先,让我们来看看它是如何在制造商和业余爱好者中如此受欢迎的。
虽然FDM是无可争议的最流行的3D打印方法,但令人惊讶的是,它不是第一种被发明的方法。实际上,它甚至不是第二个。
Scott Crump于1989年申请了第一个FDM专利,这是立体光刻(SLA)专利提交三年后,选择性激光烧结(SLS)一年后。斯科特和他的妻子丽莎后来创立了当今领先的3D打印公司之一:Stratasys。
然而,FDM后来才通过RepRap社区在其替代名称Fused Filament Fabrication(FFF)下在非商业用户中流行起来。RepRap项目于2005年由巴斯大学的Adrian Bowyer作为一个学术项目开始,其主要目标是生产自我复制设备。
当FDM专利于2009年到期时,几位前RepRap志愿者创立了MakerBot Industries,这是首批将基于RepRap开源项目的开源FDM 3D打印机商业化的非工业公司之一。其他3D打印公司,如Ultimaker和Prusa Research,也从RepRap运动开始了自己的旅程。最近,MakerBot和Ultimaker联手合并。

这些公司和个人都为我们今天拥有的消费者和业余爱好者FDM 3D打印的巨大市场铺平了道路。
FDM(或FFF)的主要特征是将热塑性塑料挤出和选择性沉积成层,形成形成三维物体的层。这听起来可能有点模糊,所以让我们在这里更详细地探讨这个过程。
FDM技术的核心是相对简单的。其主要功能由两个不同的系统执行:一个负责挤出和沉积,另一个负责打印头移动。我们将在以下各节中讨论这两个系统。
从广义上讲,挤出和沉积系统可以分为两个主要组件:“冷端”和“热端”。
FDM 3D打印中使用的热塑性塑料通常采用灯丝线轴,冷端负责将这种材料从线轴送入3D打印机。类似地,冷端还控制材料沉积在另一端的速率,通常称为“流动”。
另一方面,热端负责将移动的塑料材料加热到足以通过喷嘴“清除”的程度,因此得名。此步骤涉及不同的组件,包括加热盒,散热器,当然还有喷嘴。
冷端和热端必须协同工作,以在所需的温度和物理状态下挤出适量的材料,以便正确堆叠层。
在挤出方面,有许多不同的设置。例如,冷端可以位于移动热端的正旁边,在称为直接挤出的设置中,也可以将其固定在打印机的框架上,需要一个连接管将灯丝引导到热端,通常称为Bowden管。
热端组件也有不同的设置。例如,与PTFE衬里的热端相比,所谓的全金属热端允许在喷嘴中达到更高的温度,PTFE衬里的热端内部使用短管以减少灯丝摩擦,但这也将温度限制在最高约240°C。
考虑到挤出和沉积在一起,也有多挤出系统。这些允许同时使用多种材料。
与所有事情一样,每种设置都有其优点和缺点,最终的选择将归结为3D打印机将提供的速度,材料和应用。
除了FDM 3D打印机可以具有的不同挤出设置之外,设计中最重要的可变性可能在于框架和运动系统。
FDM 3D打印机的运动系统负责在三维空间中移动热端组件,以便相应地沉积熔化的材料。在最小的层面上,驱动这种运动的部件通常来自步进电机、直线导轨、丝杠和橡胶带系统。
移动热端可以通过多种方式实现。首先,让我们根据操作坐标系来描述不同的设置。到目前为止,3D打印机的主要坐标系是笛卡尔坐标系,其中位置由三个线性坐标(X,Y和Z)给出。然而,有一小部分FDM 3D打印机使用极坐标系,它使用线性和角度值来描述物理位置。
笛卡尔机器可以根据其运动系统进一步分类。
Delta 3D打印机使用垂直导轨和三个独立控制的臂连接到热端,所有臂一起移动以相应地定位热端。SCARA打印机是笛卡尔机器的另一个子类别,利用水平移动的手臂来执行平面运动。
然而,如果你在野外遇到3D打印机,它很可能是笛卡尔直线式的机器。在这里,您可以使用螺钉、皮带和皮带轮系统,完全沿 X 轴、Y 轴和 Z 轴引导运动。有几种可识别的类型属于这一类别,一些流行的类型是i3-Style Cartesian-XZ-Head和CoreXY打印机。
最近,一种新型的FDM 3D打印机出现了:皮带式3D打印机。它提供连续的3D打印,从某种意义上说,构建平台像生产线中的传送带一样移动,允许生产异常长的零件或连续发送多个零件。

可扩展性是FDM 3D打印最重要的优势之一。与树脂3D打印机不同,FDM打印机可以轻松缩放到任何尺寸,因为唯一的限制是每个龙门架的移动。
具有易于扩展的设计的一个更明显的好处是成本与尺寸之比。由于零件成本低和设计简单,FDM打印机不断变得更大,更便宜。
说到成本,常规FDM长丝是迄今为止最便宜的3D打印材料,特别是与其他3D打印方法相比,如SLS和树脂基打印。
关于材料的另一个优点是灵活性。在任何FDM打印机上,都可以用相对较少的升级和修改来打印各种各样的热塑性材料和异国情调的长丝,而对于材料必须是树脂或细粉的其他样式来说,这是不可能的。
最后,FDM打印的整体体验比树脂和SLS要好得多。使用FDM,除了移除支架之外,没有额外的清洁步骤,而不是这些替代方法所需的酒精浴和压缩空气喷射。
FDM也没有额外的固化步骤。打印过程完成后,零件即可开始使用。
然而,FDM 3D打印并非没有缺点。由于其组件的简单性和整体成本,FDM打印机往往需要大量的调整和调整(即床平化)才能达到其他打印方法的可靠性和质量水平。
与树脂和SLS相比,FDM严重依赖于物理运动,因此除了校准之外,许多FDM打印机组件还需要定期维护和注意:皮带张力,挤出机清洁,导轨润滑,甚至零件更换,如热端喷嘴。
最后,FDM打印高度依赖于原料质量。不良的灯丝尺寸精度会导致几种挤出问题,塑料的化学成分也会使印刷过程出现问题。此外,灯丝线轴必须适当存放以避免吸湿 - 这也会影响印刷过程。
这是一个热门话题,因为许多人认为打印质量是FDM 3D打印的致命弱点。虽然这种说法并非没有根据,但这里需要考虑不同的观点。
打印质量不仅与外观有关。机械性能在这里也很重要,FDM为生产坚固耐用的功能部件提供了巨大的价值,特别是与易碎的树脂3D打印相比。
FDM 3D打印也非常通用,因为打印质量可以牺牲速度甚至坚固性,使其成为生产令人愉悦的美学部件和功能更强大,更坚固的部件的绝佳工具。
话虽如此,通过适当的校准和切片机设置调整,FDM 3D打印机可以达到一个惊人的打印质量水平,考虑到机器和灯丝的成本,即使与SLS和一些树脂3D打印机相比也是如此。
虽然已经提到过,但不同FDM材料的灵活性和可用性也在这里起着重要作用。单个FDM 3D打印机只需更改灯丝类型即可生产具有完全不同属性和外观的零件(我们将在下面看到)。
尽管如此,如果需要整体美学和表面光洁度质量,FDM可能会很麻烦。由于材料被挤出成具有特定预定义厚度的层,因此很难实现详细的打印,并且通常需要大量的后处理才能获得专业的成品外观。
小尺寸零件有时也不可能用FDM打印。由于标准喷嘴尺寸为0.4 mm,因此任何更精细的细节都需要更换喷嘴(低至0.2 mm),即使如此,它也无法击败树脂和SLS 3D打印的精度和脆度。
FDM打印的另一个缺点是,它们在打印中创建了一个固有的弱点,其中每一层都是连接的。有人可能会说,这适用于任何3D打印过程。虽然这是真的,但对于FDM 3D打印来说,这种情况更糟,因为层之间的粘合强度较低