-
微信二维码

-
在线客服
×客服
首席客服

- 返回顶部
首席客服
| 武汉易成三维科技有限公司 |
 |
18162518575 |
| 提供3D打印机、三维扫描仪、3D打印服务、三维扫描仪服务 |


18162518575
武汉易成三维科技有限公司
湖北武汉经开万达广场二期6栋4层A31
2014334994@qq.com
打磨3D打印是很多工作,但这是值得的。请继续阅读,了解如何实现照片就绪的3D打印!
所有制造工艺都有局限性,因为即使是机器也无法生产出像设计的那样光滑或详细的形状。原始的3D打印部件不会是完美的,因此几乎总是需要一些后处理。这是最终导致“哇!你是怎么做到的?打磨是3D打印中最常见的后处理技术,但它也是劳动密集型的。
起初,您可能会被打磨数小时的想法所淹没。请放心,有一些技术可以获得更快,更专业的结果。打磨PLA有一些独特的挑战,它有助于从光滑的打印开始。在本文中,我们将讨论在打磨3D打印时应牢记的所有内容以及如何执行此操作。所以,卷起袖子,让我们开始工作。
为了避免以后的大量工作,最好提前计划打印容易打磨的零件。从存储细丝的方式到在切片器中选择的设置,一切都会影响打印所需的打磨量。
像大多数塑料一样,PLA是吸水性的,这意味着它从空气中吸收水分。通过打印机喷嘴的潮湿PLA会留下粗糙,不一致的表面。它还留下了一串串材料。新的线轴在运输时是真空包装的,并带有干燥剂,因此它们不是问题。但是,超过几周的线轴应存放在干燥的地方或在打印前干燥。

即使您从设计软件导出 3D 模型的方式也会对最终打印件的表面质量产生影响。弦高是 STL 文件与源模型的最大允许偏差。数字越小,意味着模型将具有较高的多边形计数,从而减少在曲面上看到的多面角。输出 STL 文件时,请保持弦高远低于打印层高度。
获得平滑的 STL 文件后,请在切片器中保持势头。有相当多的设置可以帮助减少所需的打磨量。以下是一些:
独特的切片器功能也有助于实现更流畅的3D打印。Ultimaker Cura和PrusaSlicer提供了一种称为“熨烫”的功能,可以平滑印刷品的顶层。通过在顶层上运行打印机喷嘴,可以将高点弄平。您可能需要尝试这些设置,但它可以帮助平滑顶层。
即使您已经尽了一切努力,通常仍然需要打磨才能获得出色的光洁度。但是打磨可能是很多工作,那么为什么要这样做呢?
无论您出于何种原因进行打磨,您都需要首先从快速材料去除开始。这样可以快速完成大部分整形。

砂纸有各种类型的砂砾(粗糙度水平)。粗砂(60 或更小)用于快速去除材料。中等粒度(60 至 80)用于在底漆前进行平滑处理。细砂(100至120)用于准备油漆。非常细的砂砾(150至220)可用于油漆涂层之间。超细(400及以上)用于涂装后的光泽和抛光。
通常,便宜的产品具有较差的粘合剂,导致沙子从纸上脱落。更糟糕的是砂纸,砂砾大小不一致。一张细纸上的单个粗粒可能会留下很深的划痕,使您重新回到粗糙的打磨。因此,避免将课程和精美的论文存储在一起。在更换为更细的砂砾之前清洁零件也很重要,这样可以去除任何残留的粗颗粒。
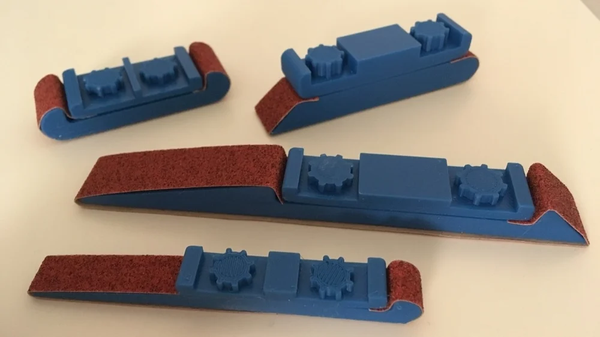
某些零件的几何形状可能需要专门的工具来打磨特定表面或难以触及的地方。幸运的是,这不一定是昂贵的,因为有很多DIY解决方案。例如,砂光块可以通过将砂纸包裹在一块坚硬的材料(通常是木材)上来创建。
砂纸和块之间的泡沫,布或橡胶垫有助于纸张符合零件的形状。此打磨垫适用于软化硬边缘和消除 STL 文件伪影。较厚的垫子将使砂纸符合零件的形状。但请注意,如果您用力过猛,用厚厚的软垫打磨尖角会导致纸张撕裂。
只需折叠一张砂纸,就非常适合深沟和角落。在销钉周围滚动砂纸,以扩大或平滑孔洞。当然,您也可以打印自己的打磨工具。
在购买打磨工具方面,文件对于难以到达的区域非常方便。PLA不会磨损文件,但会堵塞文件齿,因此文件卡 - 一种用于清洁文件的钢丝刷 - 也很好随身携带。
另一个需要随身携带的好物品是粘性布,用于在打底或涂漆之前清洁物体。所有的打磨灰尘都必须去某个地方!
电动工具非常适合在大面积上快速去除材料。这可以节省大量时间,但需要一些练习。如果压力或速度太高,摩擦会在几秒钟后软化或熔化PLA,特别是如果壁薄或零件很小。
建议您从不太关键的区域开始,同时了解其升温速度。不要长时间打磨一个区域。如果零件在打磨时变得不那么光滑,那么它就变得太热了。风扇吹来的微风可能会有所帮助,但这主要是关于保持工具的移动。
填料和底漆对于隐藏深层线条、缝隙和其他低洼缺陷至关重要。较大的缝隙可以用木腻子或类似的填料修补,而底漆是一种粘附在基面上的多孔涂料。
有几种类型的引物需要了解。可打磨底漆适用于厚到光滑的表面。刷式底漆成本更低,适用于现场填充或非常大的项目。喷涂底漆方便,不会留下刷痕。
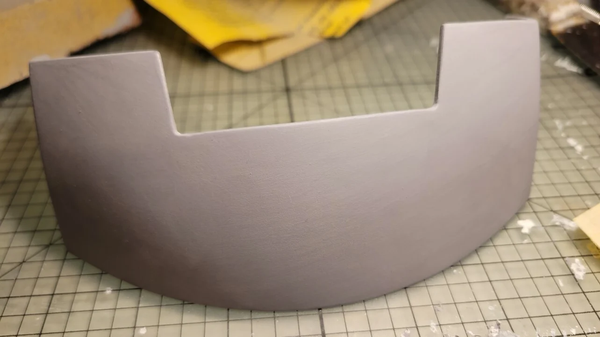
零件的打印表面具有波峰和波谷。峰值由打印层、支撑材料、打印机伪影或 STL 节点组成。山谷是由中断的喷嘴流引起的层和间隙之间的空间。
为了平滑表面,您需要通过去除材料来压平山峰,并用填料或底漆提高谷位。用粗砂纸进行积极的第一次通过将去除几乎所有的山峰。后续的通过,每次使用更细的纸张将去除上一步中的划痕。
湿打磨可用于更细的砂砾。使用一点水有助于清除碎屑并防止纸张被粘合,因为底漆和填料会粘在纸上并堵塞砂砾。
但最重要的是:请记住在打磨时始终使用防尘口罩和护目镜!
要将您学到的知识应用到下一个项目中,请使用此摘要作为指南:

一旦你掌握了打磨PLA,你可以尝试其他材料。硬度、晶粒和软化温度的变化会影响零件的打磨方式。
