-
微信二维码

-
在线客服
×客服
首席客服

- 返回顶部
首席客服
| 武汉易成三维科技有限公司 |
 |
18162518575 |
| 提供3D打印机、三维扫描仪、3D打印服务、三维扫描仪服务 |


18162518575
武汉易成三维科技有限公司
湖北武汉经开万达广场二期6栋4层A31
2014334994@qq.com

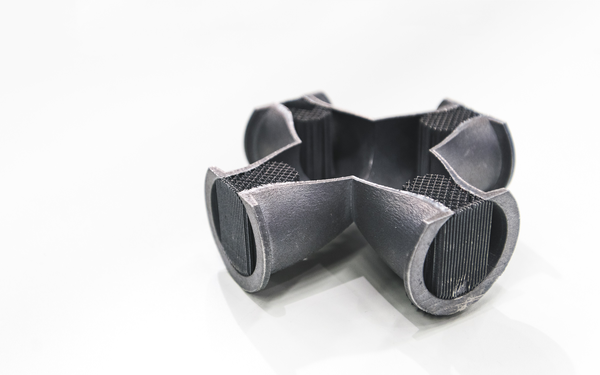
金属3D打印的综合指南,涵盖打印工艺,设计规格,材料选择和技术限制。
金属3D打印是一种迅速普及的制造工艺。如今,金属增材制造零件是为大量工业部门(特别是航空航天和医疗应用)而设计的,因为它们提供了极大的设计自由度,组件简化或整合,减少了供应链以及按需定制或中批量零件生产。
本文将简要介绍金属增材制造在技术和材料方面,并详细说明设计考虑因素、优点和局限性。

直接金属激光烧结(DMLS)和选择性激光熔化(SLM)是粉末床融合技术,使用激光束逐层融合金属粉末。层或切片是零件在特定高度处的横截面几何图形,其中许多层表示整个零件。在暴露于激光之前,机器将应用有限厚度的金属粉末,该过程重复进行,直到零件的所有层都暴露出来。当激光熔化金属粉末时,电流层也将熔化到一个或多个先前层。零件的尺寸和机器参数将影响构建任何三维零件所需的时间。

在设计用于金属打印的零件时,有许多设计建议,如果遵循这些建议,将有助于实现更好的零件质量,表面光洁度和尺寸精度。其中许多设计指南都取决于材料和激光参数,但保持在几何建议范围内将有助于确保零件按预期运行。
设计金属打印部件的一般准则是:
| 特征 | 描述 |
|---|---|
| 壁厚 - 确保大多数材料成功进行3D打印的最小壁厚为0.4mm。更精细的结构是可能的,但取决于材料,方向和打印机参数。 | |
| 引脚直径 - 最小可靠引脚直径为 1mm。可以减小直径,但轮廓锐度会降低 | |
| 孔尺寸 - 直径在 0.5mm 和 6mm 之间的孔可以在没有支撑的情况下可靠地打印。支持自由构建直径在6mm和10mm之间的孔是方向相关的。直径大于10mm的水平孔需要支撑结构。 | |
| 防爆孔 - 在中空金属部件上需要孔,以去除未熔化的粉末。建议钻孔直径为2-5 mm。使用多个逃生孔将大大提高除粉的难易程度。 | |
| 悬垂面 - 在大多数情况下,悬垂面上不需要支撑材料的最小角度相对于水平角为45º。通过优化激光参数可以进一步减小该角度。 | |
| 无支撑边缘 - 悬臂式悬垂表面的最大长度为 0.5 mm。两端支撑的悬垂水平面可长 1 mm。这些规则也适用于具有不支撑表面的浮雕和雕刻要素。 | |
| 纵横比 - 垂直打印高度与零件截面之间的最大比率为 8:1,以确保印刷零件在构建板上的稳定性。 | |
| 公差 - 打印方向上的部件公差± 1 层厚度。在XY平面中,可实现的公差±0.127 mm |
由于金属印刷过程中涉及的高温以及零件结构的逐层性质,支撑结构需要将不受支持的几何形状连接到构建平台并充当热能的散热器。因此,在设计金属印刷时,支撑是要考虑的重要因素。支持人员对通过金属打印制造的零件执行 2 个角色:
支持增加了构建的额外成本(因为它使用额外的材料),并且在打印完成后也必须删除。与支撑接触的表面总是需要某种形式的后处理,以实现与不需要支撑的零件相同的表面光洁度。
表面质量
某些设计要求零件的一侧具有光滑的表面(也称为表示侧)。如果需要光滑的表面光洁度,通常需要进行后处理。选择零件方向时,可以采取一些步骤来提高打印的表面质量。这些包括:

金属印刷材料
下表列出了一些更常见的金属印刷材料及其通常用于的应用。
| 材料 | 描述 | 应用 |
|---|---|---|
| 铝 (铝制10毫克) | 铸造合金具有良好的强度和硬度。用于在要求低比重时机械和热性能的良好组合。 | 航空航天和汽车生产零件 |
| 马氏体时效钢 (18 Mar 300 / 1.2709) | 马氏体淬火钢具有良好的韧性、拉伸强度和低翘曲性能。可轻松加工、淬火和焊接。高延展性使其易于成型,适用于不同的应用。 | 用于批量生产和其他机械零件的注塑模具。 |
| 钴铬 (UNS R31538 / ASTM F75) | 高温合金具有优异的耐磨性和耐腐蚀性。在高温下具有出色的机械性能。耐磨性、耐腐蚀性和生物相容性使其成为外科植入物和其他高磨损应用的理想选择。 | 航空航天和医疗(植入物)生产零件。 |
| 不锈钢 (316L) | 奥氏体铬镍合金,具有高强度和耐磨性。良好的高温强度、成形性和可焊性。用于其优异的耐腐蚀性,包括点蚀和氯化物环境。 | 航空航天和医疗(外科工具)生产零件。 |
| 不锈钢(15-5 PH) | 沉淀硬化不锈钢,具有出色的强度、韧性和硬度。它结合了强度,可制造性,易于热处理和耐腐蚀性,使其成为许多行业中使用的流行材料。 | 为各行各业生产零件。 |
| 不锈钢(17-4 PH) | 沉淀硬化不锈钢,具有出色的强度和疲劳性能。它结合了强度,可制造性,易于热处理和耐腐蚀性,使其成为许多行业中常用的钢材。17-4 PH不锈钢含有铁素体,而15-5不锈钢不含铁素体。 | 为各行各业生产零件。 |
| 钛(Ti6Al4V / 5级) | 优异的机械性能和耐腐蚀性,比重低。最常用的钛合金以其优异的强度重量比、可制造性和热处理能力而著称。 | 航空航天和汽车(赛车)生产零件。 |
| 钛金属(Ti6Al4V / 23级) | 优异的机械性能和耐腐蚀性,比重低。优异的强度重量比、可制造性和生物相容性。改进的延展性和疲劳强度使其广泛用于医疗植入物。 | 医疗(植入物)生产零件。 |
| 镍合金(铬镍铁合金™ 718 / UNS N07718) | 高温合金,在高温下具有优异的屈服、拉伸和蠕变断裂强度。用于极端环境中的高强度应用。与其他镍基高温合金相比,具有优异的可焊性。 | 航空航天(高温涡轮机部件)生产零件。 |
| 镍合金(铬镍铁合金™ 625 / UNS N06625) | 高温合金在高温下具有优异的强度和韧性。高耐腐蚀性。用于极端环境中的高强度应用。在氯化物环境中特别耐点蚀、缝隙腐蚀和应力腐蚀开裂。 | 航空航天(高温涡轮机部件)生产零件。 |
| 镍合金(UNS N06002 / 哈氏合金X) | 高温合金具有高温强度、可加工性和抗氧化性的特殊组合。用于极端环境中的高强度应用。在石化环境中耐应力腐蚀开裂。优异的成型和焊接特性。 | 在恶劣的热条件和氧化风险下生产零件(工业炉中的燃烧室,燃烧器和支撑)。 |
工艺限制
成本
金属增材制造机及其使用的材料的成本都非常高。因此,对于某些应用,传统的制造技术可能是最具成本效益的解决方案(金属增材制造不适合生产许多通用垫圈/紧固件或通常制造的大型零件)。金属AM的优势在于复杂的定制制造,其中需要高水平的定制,或者需要传统制造技术无法生产的几何形状。为了保持成本效益,大多数金属增材制造机器需要尽可能频繁地生产零件,而空闲时间非常短。
增材制造设计
对金属增材制造的最大误解之一是,所有为传统制造而设计的应用都可以转换为增材制造解决方案。如果一个零件最初是为传统制造而设计的,那么由于多种原因,它更有可能不是3D打印的理想人选。如果一个简单的零件具有较大的零件尺寸与零件复杂度之比,那么制造时间相对较高,而没有为AM设计的零件的附加值或改进的功能。
产品尺寸
与传统的制造构建尺寸相比,即使是最大的金属增材制造机器的构建体积也很小。平均建模体积大小约为 250 mm x 250 mm x 300 mm (x × y × z)。
机器复杂性
金属增材制造系统不像当今市场上存在的许多聚合物系统那样即插即用。大多数金属增材制造机器都是工业尺寸的,需要严格的操作,材料处理,后处理和维护程序。
后处理
金属印刷最常见的后处理方法是:

| 特征 | 设计规格 |
|---|---|
| 壁厚 | 最小宽度为 0.4 毫米。 |
| 针脚直径 | 直径大于 1.5 毫米。 |
| 孔尺寸 | 直径在 0.5 毫米到 6 毫米之间,不带支撑。直径大于6毫米的直径大多需要支撑。 |
| 逃生孔 | 直径最小2-5毫米。 |
| 悬 | 对于不支持的表面,从水平方向大于 45°。 |
| 不支持的边缘 | 最大0.5毫米。 |
| 纵横比 | 8:1 构建高度到截面宽度 |
| 公差 | ± Z 方向上的 1 层厚度。± XY 平面 0.1 毫米。 |